VRL AUTOMATION ENGINEERING AND PROJECTS PVT LTD

QUALITY PROCESS ENSURING QUALITY PRODUCTS
Our policy is to provide customer satisfaction by delivering quality products on time in the field of electrical, control & instrumentation, steam economy, energy conservation and boiling house equipments that meet our customer expectations, effective support for after sales, reducing customer complaints by way of continuous improvement of working methods and technology. Our quality policy ensures management’s commitment and to achieve continual improvement by involving employees in all the improvement projects such as alternative, cost effective methods, etc., and act as catalysts for new products / customer requirements.
QAP is prepared for any job based on the Approved drawings and customer specifications if any provided and submitted to client for approval as required by the Project Specification. QAP defines The Inspection Stage, Characteristics to be Checked, Quantum of Check, The Reference Standard, Format of Record and the Scope of Inspection.
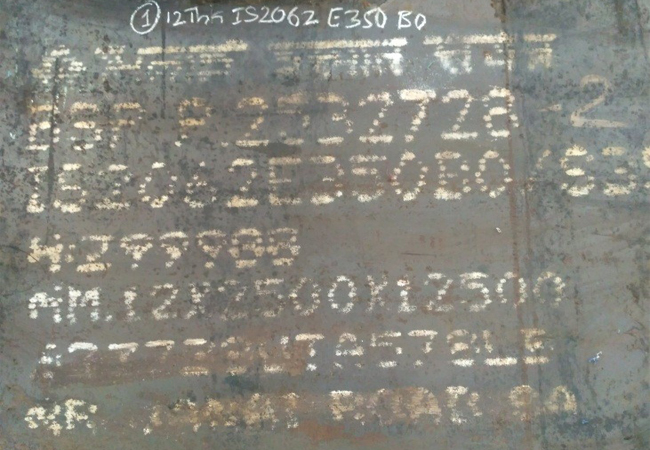
Materials on receipt at Shop are subject to Physical Inspection to check the dimensions, to ensure the material is free from surface and sub surface defects, Identification of material with respect to heat no, plate no, cast no, specification, Review of Material Test Certificates (MTC) & co relation of original markings on the plates with the given MTC. Materials are checked and cleared by a Raw Material Inward inspection report.

VRL AUTOMATION ENGINEERING AND PROJECTS PVT LTD ENSURES TOWARDS CONSISTENT QUALITY
The quality objectives defined or determined are monitored at every stage or process by reducing non-conformances, complaints, rejections, etc. VRL Automation Engineering and Projects Pvt ltd ensures to consistent quality in:
* Enhancing customer satisfaction through continual improvement.
* Assurance of conformity to customer and regulatory requirements.

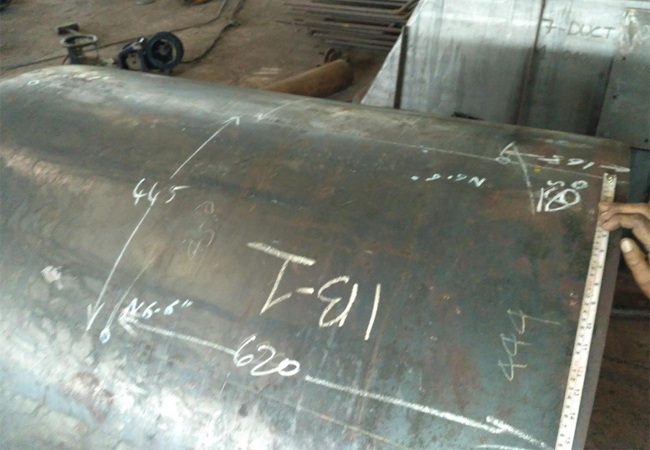
The necessary Cutting/Nesting diagrams are issued by Design dept. based on approved drawings and plates are marked accordingly.
We adopt good engineering practices for rolling:
-
We ensure that burrs, dust, dirt are removed from the edges of the plates before they are fed in to the rolling machine.
- The rolling of plates are carried out and the profile is checked with the help of a Template of the required Diameter. Such Templates are of sufficient width according to the diameter of the plates being rolled.



Fit up of the Longitudinal weld joints after rolling is done and the resulting joint is checked for Root Gap, Root face, Groove angle, alignment and cleared for welding.
Based on The P no., Thickness of the material and the welding process planned, the relevant Welding Procedure Specification (WPS) is selected for use on the job.
WPS provides Guidelines for the Production Engineers and the Welders in carrying out the welding process.
Production department allots welders for the job based on the welder’s qualifications as per the qualified welders list applicable.
Necessary testing like Dye Penetrant Testing is carried out on the Groove welds before welding from the second side and interpreted by PT Level II qualified personnel.
For Joints under Radiographic Test (RT), the required spots are marked based on the Design requirement of Spot RT or 100% RT and radiographed. The RT films are interpreted by RT Level II personnel, checked for Film Quality through sensitivity achieved in the Film Viewer available at the unit and repairs if any are attended with the approval of the authority.
The Required connections on the Equipment are marked and inspected as per the approved drawings.


The connection Nozzles, Internal /External assemblies, End Flanges, Saddle Supports on the equipment’s are Fitted /welded as per the approved drawing. Pair of connections if any like Level Gauges, stand pipes are assembled and cross checked with the respective connecting instrument/Pipes and verified.


For Tube plates, the Tube Holes are checked with a GO /No Go gauge. Ligaments are checked during drilling


The final welding is checked with DP test wherever applicable and Visual Testing (VT) for others and cleared for further process.

After completion of all the fabrication activities and required Non-Destructive tests, Hydro static test of Equipment is carried out in a safe location as per the approved procedure within the factory premises and the integrity of the whole equipment is ensured. Use of correct range and Calibrated Pressure Gauges and correct positioning of vent and drains are ensured.

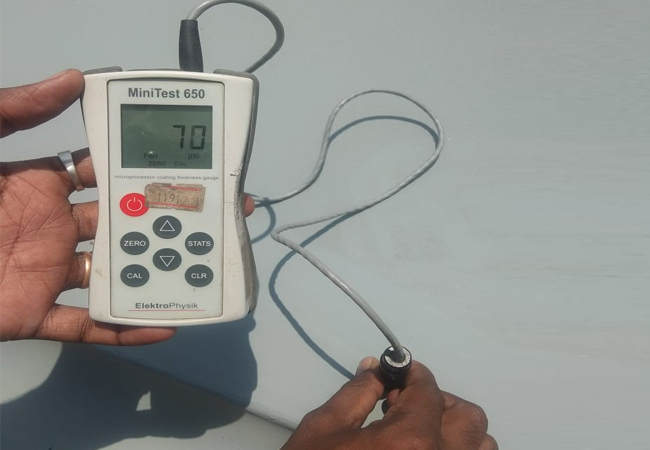
The finished Equipment is then taken up for Blasting /Painting, depending upon client specification with regard to surface preparation standard like SA 2 or SA 2 1/2.

Having Bound by ISO 9001:2015 certification, we ensure commitment in delivering projects with highest standards confirming to zero defects.

Our policy is to provide customer satisfaction by delivering quality products on time in the field of Steam Economy, Energy Conservation, Boiling house, Refinery, Jaggery, Ethanol /Alcohol.
Quality Dispatches





